JB/T 10015-2010 直角尺检查仪

5技术要求
5.1外观
检查仪的工作表面不应有锈蚀、碰伤、划痕、毛刺等缺陷。喷漆表面不应有漆皮脱落及漆色不均现象。电镀表面不应产生水纹及脱落现象。
5.2相互作用
检查仪的移动和运转部位运动平稳、灵活,不允许有卡滞和跳动现象。可调部位应灵敏,紧固装置应牢固可靠。
5.3比较仪
检查仪上所采用的杠杆齿轮比较仪或扭簧比较仪的分度值不应大于0.001 mm,且符合GB/T 4755或GB/T 6320的规定。也可采用同等准确度等级的其他比较仪。
5.4测力
在比较仪量程内,检查仪的测力不应大于3N。变换测量方向后,在比较仪的同一指示位置上,两个方向的测力之差不应大于0.3 N。
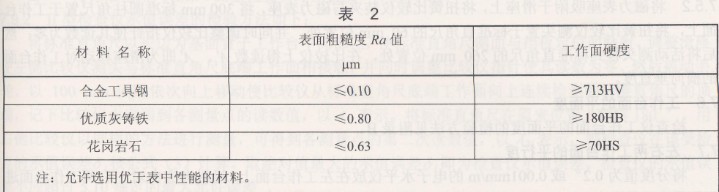
5.5工作台面的表面粗糙度和硬度
工作台面选用的材料及其对应的表面粗糙度和硬度见表2的规定。
5.6滑座移动相对工作台面垂直度
滑座移动相对工作台面垂直度在200 mm测量范围内,纵向垂直度不应大于0.01 mm,横向垂直度不应大于0.05 mm。
5.7工作台面的平面度
5.7.1 I型检查仪的左右两个工作台面的平面度不应大于0.001 mm,不允许呈凸形,在两端5mm及沿长边的边缘2 mm范围内允许塌边。
5.7.2 II型、III型检查仪的工作台面的平面度不应大于0.002 mm,不允许呈凸形,在两端5 mm及沿长边的边缘2 mm范围内允许塌边。
5.8左右两工作台面的平行度
左右两工作台面的平行度不应大于0.001 mm。
5.9重复性
检查仪的重复性不应大于0.0005 mm。
5.10示值最大允许误差
在测量范围内任意高度,检查仪的示值最大允许误差不应超过±{1+H/200}um。
注:H--检查仪的测量高度,单位为mm。
6检查条件
检查前,应将检查仪及相关的检验用设备和器具等同时放置在温度为20℃±5℃、每th温差变化不应大于1℃的室内等温,等温时间不应少于3 h;室内相对湿度不应大于70%。
7检查方法
7.1 外观
目力观察。
7.2相互作用
目测和试验。
7.3测力
用分度值为0.1 N的测力计进行检验。
7.4工作台面的表面粗糙度和硬度
7.4.1 工作台面的表面粗糙度用粗糙度比较样块目测比较。如有异议,用表面粗糙度检查仪检查。
7.4.2工作台面的硬度可根据需要用硬度计进行检验。
7.5滑座移动相对工作台面垂直度
7.5.1 将标准直角尺(见附录A)放置在检查仪的左侧工作台面上,把活动测头移到标准直角尺的60 mm位置处,并同时调整比较仪指针使其读数为零;然后将活动测头移到标准直角尺的260 mm位置处,在比较仪上得读数A',A'即为滑座移动对工作台面的纵向垂直度。
7.5.2将磁力表座吸附于滑座上,将扭簧比较仪装夹与磁力表座,将300 mm标准圆柱角尺置于工作台面上,将扭簧比较仪测头置于标准直角尺的60 mm位置处,并同时调整比较仪指针使其读数为零;然后将活动测头移到标准直角尺的260 mm位置处,在比较仪上得读数Af,么’即为滑座移动对工作台面的横向垂直度。
7.6工作台面的平面度
检查仪工作台面的平面度的检验方法见附录B。
7.7左右两工作台面的平行度
将分度值为0.2”或0.001mm/m的电子水平仪放在左工作台面上,沿纵向方向对左右两工作台面进行测量,测量四点,按两端点连线法进行数据处理,然后再将水平仪分别偏转两个角度,按上述方法重新测量两次,三个方向的平行度的最大值即为左右两工作台面的平行度。