
3技术要求
3.1量块附件各工作表面不得有影响外观和使用性能的裂痕、划痕、碰伤、锈迹、毛刺等缺陷。
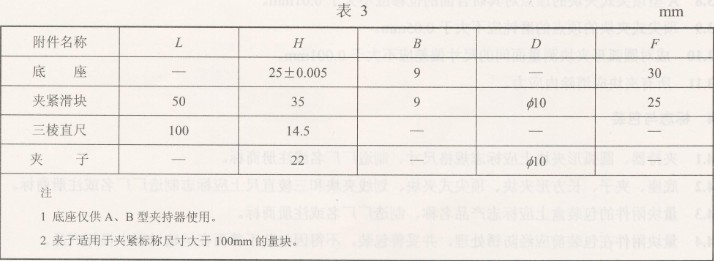
3.2夹持器和夹子的结构应保证可靠地夹紧量块和夹块,不应松动。
夹子的结构应保证在两量块和夹紧滑块间能夹住标称长度小于25mm的量块。
3.3所有夹块、三棱直尺和底座采用组合件时上垫块应采用合金工具钢等耐磨材料制造,底座应采用钢或铸铁制造。
3.4所有夹块和底座上垫块研合面的硬度应不低于800HV (~63HRC);三棱直尺工作棱面硬度应不低于713HV (~60HRC);夹紧滑块研合面的硬度应不低于561HV (~53HRC)。
3.5量块附件工作表面的表面粗糙度
3.5.1底座、夹紧滑块和夹块的研合面表面粗糙度Ra值为0.025um。
3.5.2 三棱直尺工作棱边表面粗糙度Ra值为0.05 um。
3.5.3底座底面表面粗糙度Ra值为0.4um,且只允许凹。
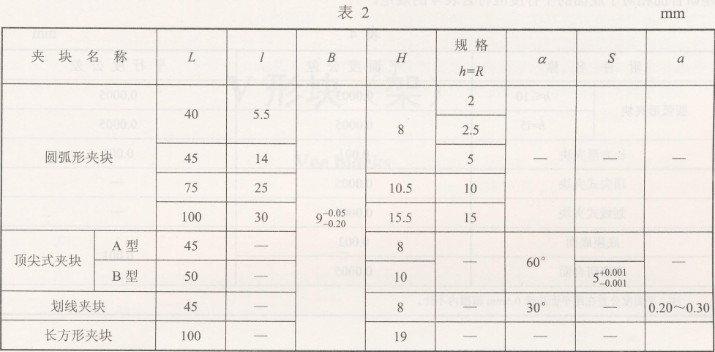
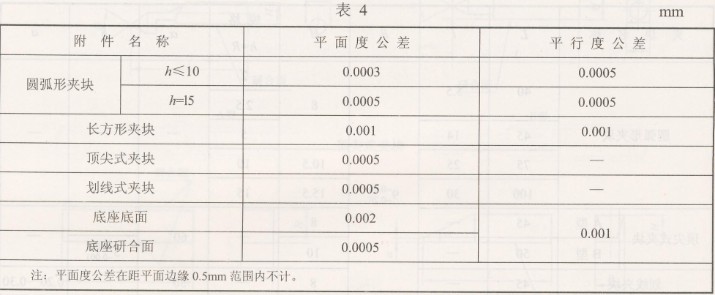
3.6夹块、滑块、底座研合面和底座底面的平面度,夹块测量面相对于研合面、滑块两研合面间,底座研合面相对于底面的平行度应符合表4的规定。
3.7三棱直尺工作棱边的直线度公差应不大于0.003mm。
3.8 A型项尖式夹块的顶点对其研合面的位移应不大于0.01mm。
3.9顶尖式夹块的顶点的磨钝应不大于0.05mm。
3.10成对圆弧形夹块测量面间的尺寸偏差应不大于0.001mm。
3.11所有夹块应消除内应力。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。