4.1.3.4根据被检验圆锥工件公差与配合的要求,圆锥量规锥角极限偏差可以是单向(α+AT,α-AT)分布或双向(对称(α±AT/2)和不对称)分布。见图1所示。

4.1.3.5对于锥角公差带为单向分布(α+AT或α-AT)的圆锥环规,其圆锥校对塞规的锥角公差带分布方向与圆锥环规的相同;对于锥角公差带为对称分布(α±AT/2)的圆锥环规,其圆锥校对塞规的基本偏差为零,而锥角公差带为正向分布。圆锥量规锥角公差带的分布类型见附录A的A.1。
4.1,4圆锥形状公差TF
4.1.4.1 圆锥量规的圆锥形状公差TF包含了任一轴向截面内素线直线度公差和任一径向截面内圆度公差。
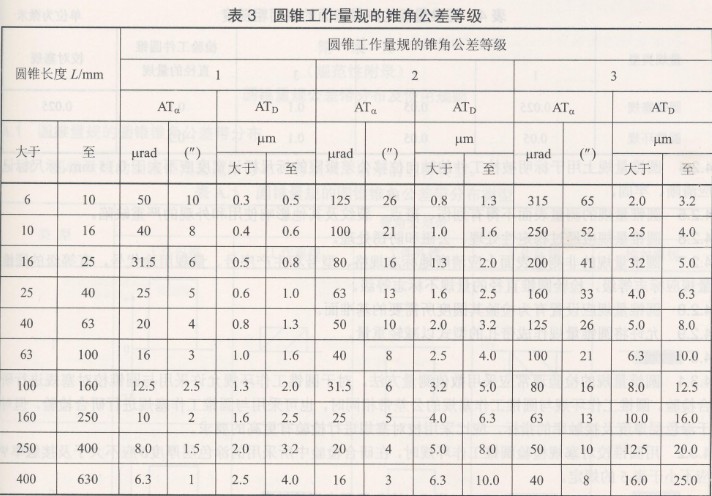
4.1.4.2圆锥量规的圆锥形状公差应小于圆锥工作量规锥角公差ATD的二分之一,并应不大于研合检验所采用的涂层厚度δ。当TF小于0.3 um时,按0.3 um计。推荐按GB/T 1184-1996中附录A“图样注出公差值的规定”选取。
4.2其他要求
4.2.1 圆锥量规应采用优质碳素工具钢或具有与其性能同等及以上的材料制造。
4.2.2 圆锥量规的测量表面的硬度应不低于713HV5(或60 HRC)。
4.2.3圆锥量规的测量表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于表4的规定。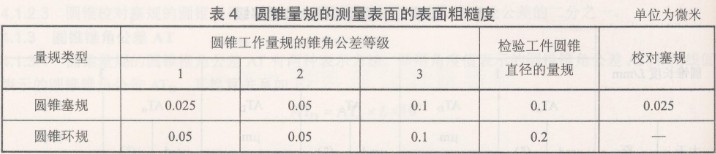
4.2.4 圆锥量规上用于标明被检工件的轴向位移公差极限的标尺标记宽度应不大于0.15 mm。标尺标记应清晰、牢固。
4.2.5圆锥量规的测量表面不得有划伤、斑点、裂纹及其他影响使用和外观的严重缺陷。
4.2.6 圆锥量规应经过稳定性处理、去磁和防锈处理。
4.2.7圆锥量规的非测量表面上应清晰地标志规格、型号和生产序号、量规用途代号,有等级的圆锥量规应标志等级,检验圆锥直径的量规不标志等级。
4.2.8圆锥量规应设置有为检验其圆度所需要的基准面。
4.2.9允许将圆锥量规作成带孔的型式以减轻重量。
4.3检验
4.3.1 圆锥量规的检验通常应采用数值测量方法。对于圆锥工作环规允许采用与圆锥校对塞规进行研合检验。圆锥工作环规与圆锥工作塞规的公差带相同时,也可采用与圆锥工作塞规进行研合检验,但对于涂色层厚度及接触率的指标,应比采用校对塞规进行检验有更高的要求。
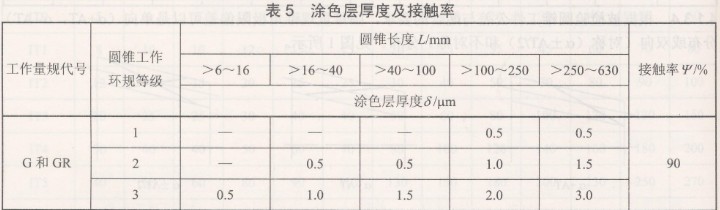
4.3.2用圆锥校对塞规检验圆锥工作环规时,在研合检验中所采用的涂色层厚度δ应不大于及接触率ψ应不小于表5的规定。
4.3.3检验圆锥量规的操作规范按有关检定规程的规定。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。