5要求
5.1外观
测量蜗杆表面不允许有磨削裂纹和磨削烧伤,不应有毛刺、磕碰、锈蚀、划伤及其他缺陷。
5.2中心子L的表面粗糙度
测量蜗杆两端中心孔的表面粗糙度的最大值不应大于Ra0.10。
5,3齿槽宽度
二头和三头测量蜗杆的非测量齿槽¨于测量齿槽宽度。
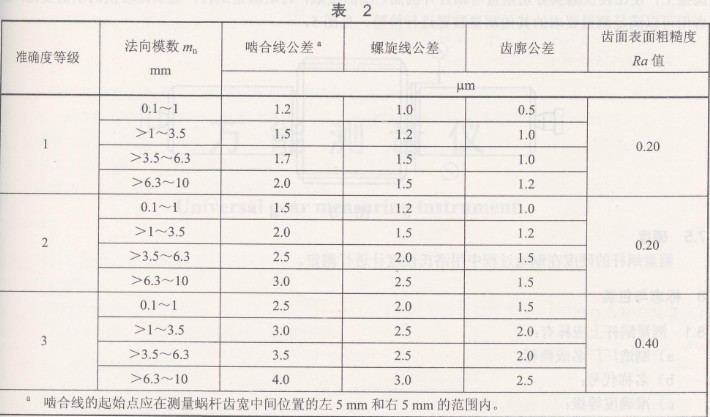
5.4啮合线公差、螺旋线公差、齿廓公差和齿面表面粗糙度
测量蜗杆的啮合线公差、螺旋线公差、齿廓公差和齿面表面粗糙度Ra值均不应大于表2的规定。
5.5轴台的径向圆跳动及端面圆跳动
测量蜗杆轴台的径向圆跳动及端面圆跳动均不应大于1 um。
5.6材料
测量蜗杆应用GCr15、SiMn、CrWMn或与其性能相当的合金钢制造。
5.7硬度
测量蜗杆的硬度为60 HRC~65 HRC。
6检验条件
6.1 受检测量蜗杆必须认真清洗。
6.2检验室内保持清洁,室内温度在20℃±1℃,温度变化0.5℃m,受检测量蜗杆在检验室内平衡温度时间不应小于12 h,检验工具在室内平衡温度不应小于6h。
7检验方法
7.1外观
目力观测。
7. 中心孔的表面粗糙度
用表面粗糙度比较样块目测比较测量蜗杆两端中心孔的表面粗糙度,如有异议用表面粗糙度检查仪检查。
7.3啮合线公差、螺旋线公差、齿廓公差和齿面表面粗糙度
测量蜗杆啮合线误差、螺旋线误差、齿廓误差用齿轮测量中心或者可以满足测量要求的其他测量装置进行检验。
用表面粗糙度比较样块目测比较测量蜗杆的齿面表面粗糙度,如有异议用表面粗糙度检查仪检查。
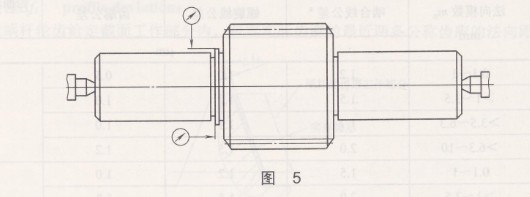
7.4轴台的径向圆跳动及端面圆跳动
将受检测量蜗杆安装于“齿轮测量中心”上、下两顶尖间,将装有扭簧比较仪的磁力表座固定在下圆盘上,使比较仪测头分别垂直与轴台外圆面、端面接触,转动测量蜗杆,观察比较仪的示值变化。或者用可以满足测量要求的其他测量装置进行检验。见图5。
7.5硬度
测量蜗杆的硬度在制造过程中用洛氏硬度计进行测定。
8标志与包装
8.1 测量蜗杆上应标有:
a)制造厂厂名或商标;
b)名称代号;
c)准确度等级;
d)法向模数、头数、分度圆直径和螺旋升角;
e)产品序号。
8.2测量蜗杆的包装盒上应标有:
a)制造厂厂名或商标;
b)产品名称;
c)准确度等级。
8.3测量蜗杆在包装前应经防锈处理,并妥善包装。不得因包装不善而在运输过程中损坏产品。
8.4测量蜗杆经检验符合本标准要求的,应附有产品合格证。产品合格证上应标有本标准的标准号、产品序号和出厂日期。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。