8.5螺纹倒钝
若螺纹量规两端的牙型不完整,应将牙型修整到为完整牙型。如果做不到,则应有30°倒角。
9检验
9.1测量条件
本标准中的规定均以标准的测量条件为准,即温度为20℃、测量力为零。
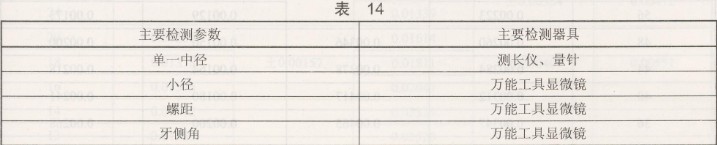
9.2检测参数和检测器具
9.2.1 螺纹塞规各参数采用直接检测法检验,其主要检测参数和检测器具见表14。
9.2.2螺纹环规的检验应以校对螺纹塞规为准。当检验发生争议时,若判定螺纹环规为合格的校对螺纹塞规是符合本标准要求的,则该螺纹环规应作为合格处理。若用户和制造商双方协商一致,螺纹环规也可采用其他测量方法。
10标志与包装
10.1 螺纹量规上应标志:
a)制造厂厂名或注册商标;
b)按GB/T 20666-2006规定的公称直径或代号、每英寸牙数、螺纹系列代号和公差带代号;
c)螺纹量规代号;
d)出厂年号;
e)对于公称直径小于9/16in的螺纹塞规,上述内容可标志在手柄上。
10.2螺纹量规包装盒上至少应标志:
a)制造厂厂名或注册商标;
b)按GB/T 20666-2006规定的公称直径或代号、每英寸牙数、螺纹系列代号和公差带代号;
c)螺纹量规代号。
10.3螺纹量规在包装前应经防锈处理并妥善包装,不得出现因包装不善导致在运输过程中损坏产品的情况。
10.4螺纹量规经检验符合本标准要求的,应附有产品合格证。产品合格证上应标有本标准的标准号和出厂日期。
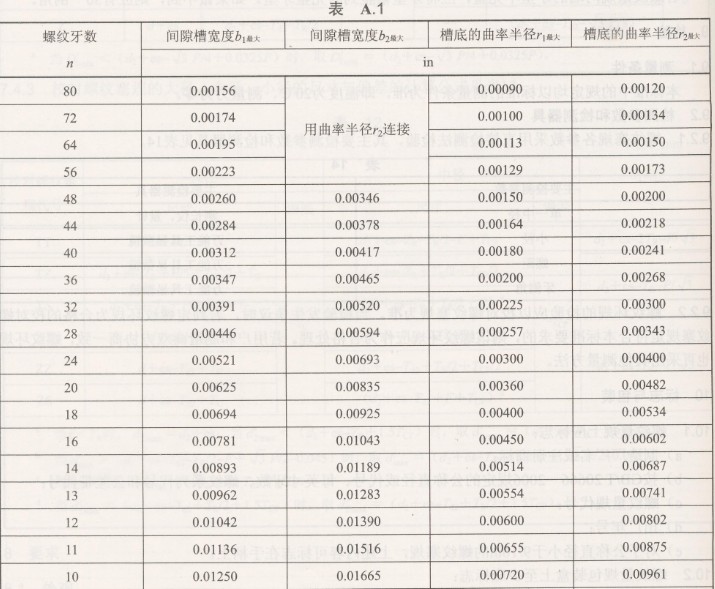
附录A
(资料性附录)
英制单位的换算值
A.1 螺纹牙型的间隙槽宽度61最大、b2最大和槽底的曲率半径rl最大、r2最大见表A.1。