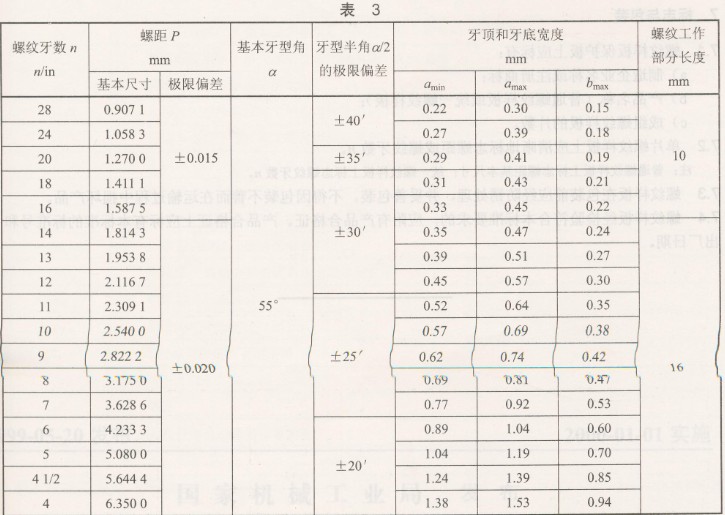
5.5.2 统一螺纹样板的螺纹牙型尺寸见表3。
6检查方法
6.1 外观
目力观察。
6.2相互作用
手感检查。
6.3工作面硬度
用维氏显微硬度计检验,载荷为0.20 kg。
6.4工作面的表面粗糙度
用表面粗糙度比较样块目测比较。如有异议,用表面粗糙度测量仪检查。
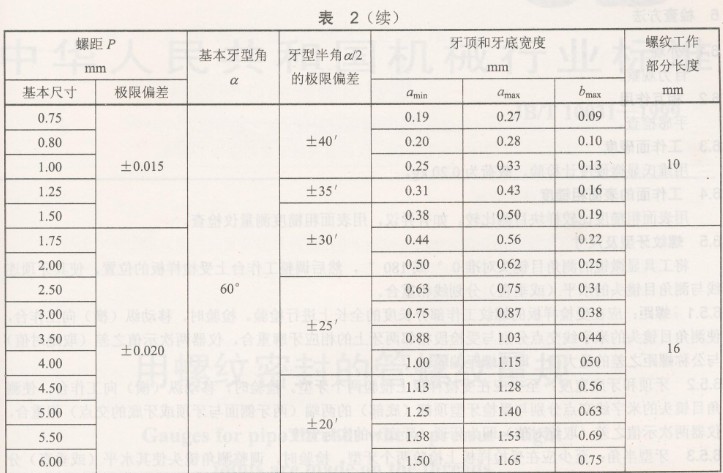
6.5螺纹牙型及尺寸
将工具显微镜的测角目镜头对准0°或180°,然后调整工作台上受检样板的位置,使其牙顶连线与测角目镜头的水平(或垂直)分划线相重合。
6.5.1 螺距:应在受检样板的螺纹工作部分长度的全长上进行检验。检验时,移动纵(横)向工作台,使测角目镜头的米字线交点分别与受检段相邻两牙上的相应牙廓重合,仪器两次示值之差(取绝对值)与公称螺距之差的最大值,即为螺距偏差。
6.5.2牙顶和牙底宽度:至少应在受检样板上检验两个牙型。检验时,移动纵(横)向工作台,使测角目镜头的米字线交点分别与受检牙型项部(底部)的两端(两牙侧面与牙顶或牙底的交点)相重合,仪器两次示值之差(取绝对值)即为牙顶(牙底)的实际宽度。
6.5.3牙型半角:至少应在受检样板上检验两个牙型。检验时,调整测角镜头使其水平(或垂直)分划线分别与受检牙型轮廓的任一牙侧面对线瞄准,测角镜头的相应示值即为受检样板牙型半角的实际值。
7标志与包装
7.1 螺纹样板保护板上应标有:
a)制造企业名称或注册商标;
b)产品名称(普通螺纹样板或统一螺纹样板);
c)成组螺纹样板的片数。
7.2单片螺纹样板上应清晰地标志螺距或螺纹牙数n。
注:普通螺纹样板上标志螺距基本尺寸;统一螺纹样板上标志螺纹牙数n。
7.3螺纹样板在包装前应经防锈处理,并妥善包装。不得因包装不善而在运输过程中损坏产品。
7.4螺纹样板经检验符合本标准要求的,应附有产品合格证。产品合格证上应标有本标准的标准号和出厂日期。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。