JB/T 3237-2007 杠杆卡规
注:观测角应小于30。。每一干涉条纹(或环)代表0.3 um的平行度误差。
用量块检查:将0级量块放置在测量面的位置1上对零位,锁紧制动把,用该量块同一位置依次测测量面上第2、3、4位置上的示值,在指示装置上读数,并求出示值中的最大值与最小值的差值,即该位置的平行度误差。此检查应在杠杆卡规测量范围内的三个不同位置上进行,并取其中的最大值为杠杆卡规的平行度误差,见图3。
当杠杆卡规可用平行平晶和量块两种方法检查时,若两种检查方法的结论不一致,有争议时,以平平晶的检查结果为准。

6.5测力及测力变化
6.5.1 检查工具:感量不大于0.2N的测力计。
6.5.2检查方法:将活动测头按其轴线垂直于水平面安装,再借助于一钢球将测量面测力作用于测力计,读取指针在“正”、“负”极限两个位置上的测力,测力最大值与最小值之差即为测力变化。
6.6示值误差
6.6.1检查工具:对于分度值为0.001mm、0.002mm、0.005mm的杠杆卡规,示值误差分别用三等(或1级)、四等(或2级)、五等(或3级)专用量块进行检查。其推荐检点系列见表6。
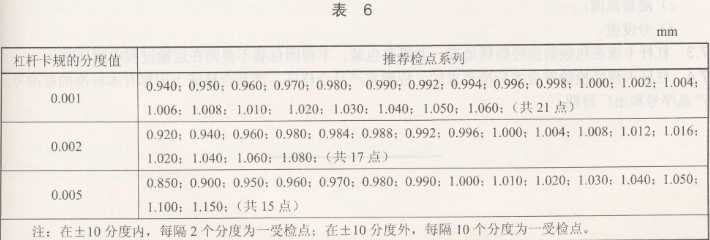
6.6.2检查方法:在两测量面间夹持适当量块并对准零位,然后依次替换量块.并读取指示装置上各受检点的读数值(应加上量块的修正值),对每一受检点,按动按钮三次,取三次读数的算术平均值为该点的读数值。把该读数值代入下列公式,求得该点的示值误差,示值误差值不应超过表5规定的最大
允许误差。


6.7重复性
6.7.1 检查工具:量块或球面测头。
6.7.2检查方法:在两测量面间夹持一量块或球面测头,使指针从“负”方向朝“正”方向旋转到任一位置,锁紧制动把:第一次按动按钮,此时指针的位移量应符合第5.9.2的要求;然后微调度盘,使指针与受检点的标尺标记重合;按动五次按钮,求五次指针偏离受检点的最大值,即为重复性。
注1:以零位和“正”、“负”最大示值标尺标记处为受检点。
注2:按动按钮时,应使指针旋转到“正”方向的极限位置。
注3:每次按动按钮的作用力和快、慢速度应尽量一致。
6.8方位误差
6.8.1 检查工具:量块或球面测头。
6.8.2检查方法:与6.7.2同。在杠杆卡规尺架平面处于水平和垂直状态两个位置进行重复性检查,其两个位置的重复性之差值即为方位误差。此值不应超过表5的规定。
7标志与包装
7.1 杠杆卡规上至少应标有:
a)制造厂厂名或注册商标;
b)测量范围;
c)分度值;
d)产品序号。
7.2杠杆卡规的包装盒上应标有:
a)制造厂厂名或注册商标;
b)产品名称;
c)测量范围;
d)分度值。
7.3杠杆卡规在包装前应经防锈处理,并妥善包装。不得因包装不善而在运输过程中损坏产品。
7.4杠杆卡规经检验符合本标准要求的,应附有产品合格证。产品合格证上应标有本标准的标准号、产品序号和出厂日期。
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。