6.4圆柱度测量仪径向误差检验
将圆度标准器(如:标准(半)球,见图3和图4)分别置于距离回转工作台面不同高度位置处,滤波器置于(i~so)波/r档,对圆度标准器(如:标准(半)球)进行测量,测量结果应符合规定要求。评定方法为:MZCI、LSCI(或MICI、MCCI)。
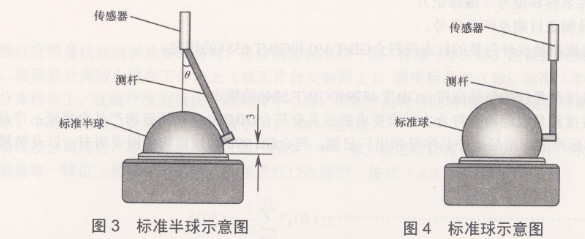
当仪器径向误差很小,对用直接测量法检验的结果有疑意时,可用误差分离法排除圆度标准器(如:标准(半)球)的圆度误差。“误差分离法”检验方法参见附录A。
6.5传感器沿Z轴导轨移动时的直线度检验
将平面标准器(或圆柱度标准器)置于回转工作台上,使传感器测头与平面标准器(或圆柱度标准器)的工作表面可靠接触;使平面标准器(或圆柱度标准器)和传感器在z车由导轨上移动的轨迹尽量平行,并固紧工作台;使传感器沿Z轴导轨移动测量,并按直线度评定方法对测量数据进行评定,评定结果作为检验结果。
当传感器沿Z车由导轨移动时的直线度误差很小,对用直接测量法检验的结果有疑意时,可用误差分离方法排除平面标准器(或圆柱度标准器)的直线度误差。
6.6圆柱度测量仪测量重复性检验
将圆柱度标准器安放在工作台上,调整圆柱度标准器,使其与工作台回转中心线重合,用截面法(或螺旋线法等)在100 mm高度内取不少于五个截面进行圆柱度测量,测量5次,测量结果的最大值与最小值之差作为检验结果。
7检验规则
圆柱度测量仪的检验分出厂检验和型式检验两种。
7.1 出厂检验
7.1.1 出厂检验项目见包括第5章中规定的全部内容,检验数量为100%。
7.1.2 出厂检验有一项不合格时,则视产品为不合格。
7.2型式检验
7.2.1 圆柱度测量仪的型式检验项目应包括第5章中规定的全部内容。
7.2.2 圆柱度测量仪在下述情况之一时,应进行型式检验:
a)新产品定型鉴定或产品在转厂生产的试制定型鉴定时;
b)定型产品在设计、工艺、材料有重大改变时;
c)定型产品停产一年以上再生产时;
d)定型产品连续生产三年以上时,每三年至少一次;
e)国家质量监督部门提出要求时。
7.2.3型式检验有一项不合格时,应加倍抽样,仍不合格时,型式检验不予通过。
8标志、包装
8.1 标志
8.1.1 圆柱度测量仪上应标志:
a)制造厂厂名或注册商标;
b)产品名称和型号(或标记);
c)产品制造日期及产品序号。
8.1.2 圆柱度测量仪外包装的标志应符合GB/T 191和GB/T 6388的规定。
8.2包装
8.2.1 圆柱度测量仪的包装应符合GB/T 4879和GB/T 5048的规定。
8.2.2 圆柱度测量仪经检查符合本标准要求的应具有符合GB/T 14436规定的产品合格证;产品合格证上应标有本标准的标准号、产品序号和出厂日期,符合GB 9969.1规定的使用说明书,以及装箱单。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。