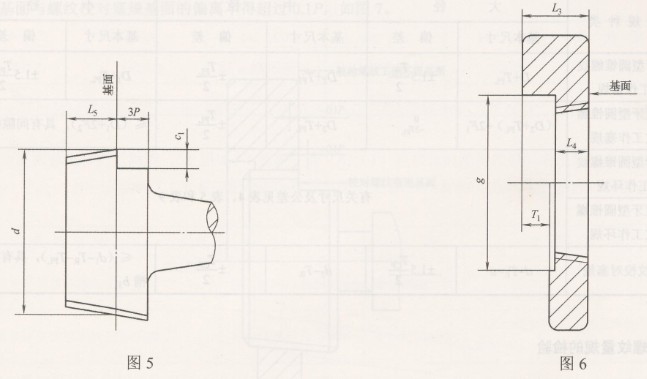
7.3全牙型圆锥螺纹工作环规、截短牙型圆锥螺纹工作环规结构型式见图6,尺寸见表9。
8技术要求
8.1本标准中规定的数值是以标准的测量条件为准,即温度为20℃,测量力为0。
8.2螺纹量规的测量面不应有锈迹、划痕等明显影响外观和使用质量的缺陷,其他表面不应有锈蚀和裂纹。
8.3量规测头与手柄连接应牢固可靠,在使用过程中不应松动脱落。
8.4螺纹量规可用合金工具钢、碳素工具钢及其他耐磨材料制造。
8.5螺纹量规两端的不完整扣形修整至完整扣形止。
8.6钢制螺纹量规测量面硬度应为664~856HV。
8.7螺纹量规工作表面的表面粗糙度:
牙侧表面:Ra0.4um;
截短牙型圆锥螺纹工作塞规和螺纹校对塞规大径:Ra0.8um;
截短牙型圆锥螺纹工作环规小径:Ra0.8um。
8.8螺纹量规应经过稳定性处理。
9量规尺寸计算公式
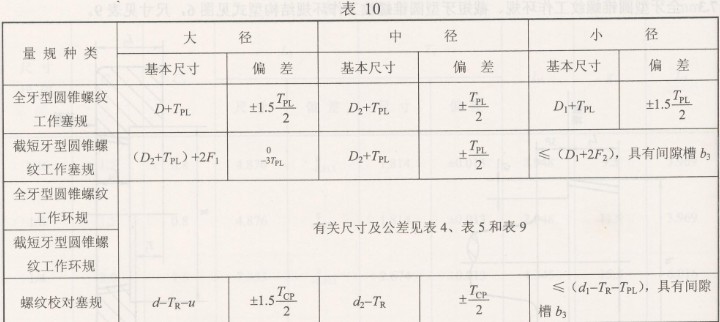
螺纹量规基准平面上的大径、中径和小径的计算公式见表10。
10螺纹量规的检验
10.1 新制螺纹量规的检验
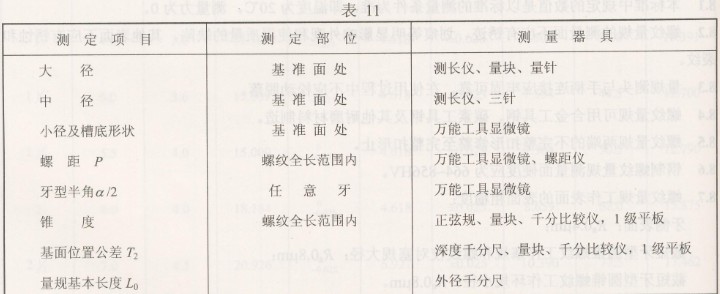
10.1.1新制圆锥螺纹工作塞规和螺纹校对塞规应对各参数进行直接检测,其主要测定项目见表11。
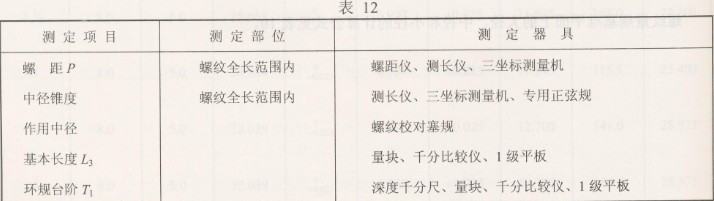
10.1.2新制圆锥螺纹工作环规应对以下参数进行直接检测,其检测项目见表12。