附录A
(标准的附录)
削u值平顶全牙型工作螺纹量规
本附录规定了检验内、外螺纹作用中径使用的平顶全牙型圆锥螺纹工作量规。
A1产品分类
A1.1平顶全牙型圆锥螺纹工作量规的名称、代号、功能、特征以及使用规则,见表A1。
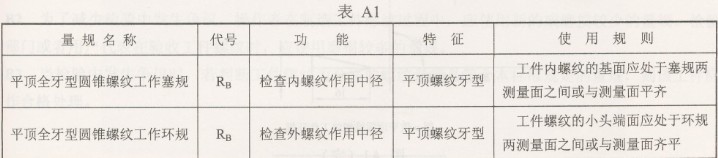
A1.2量规标记由量规代号和尺寸代号组成。1 1/2螺纹量规的标记示例见表A2。

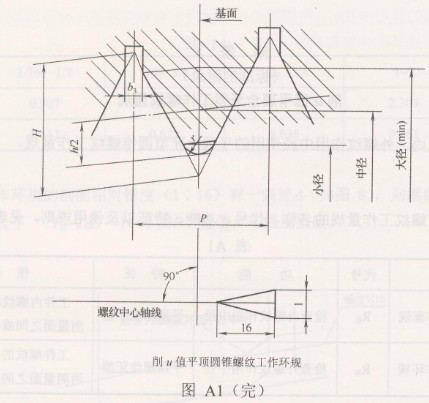
A1.3削u值平顶全牙型工作螺纹量规牙型见图A1,尺寸见表9。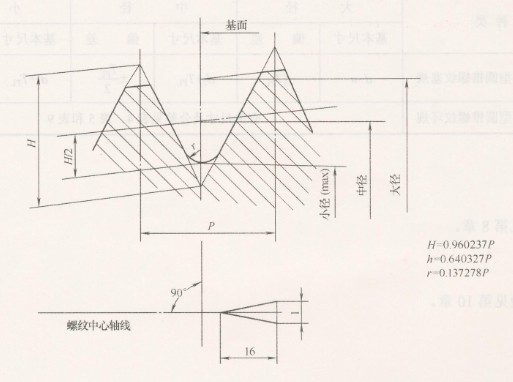
A1.4量规结构型式如下:
削u值平顶圆锥螺纹工作塞规结构型式见7.1。
削u值平顶圆锥螺纹工作环规结构型式见7.3。
A2基准平面上尺寸计算公式
量规基准平面上的尺寸计算公式,见表A3,尺寸见表4、表6和表8。

A3技术要求
技术要求见第8章。
A4检验
量规的检验见第10章。
附录B
(提示的附录)
圆锥、圆柱螺纹制件的检验与合格的判断
B1 圆锥、圆柱螺纹制件的检验应遵守如下原则:
各项单参数符合本标准规定的圆锥外螺纹、圆锥内螺纹和圆柱内螺纹制件,在用本标准规定的全牙型圆锥螺纹工作量规和截短圆锥螺纹工作量规检验均可合格时,则应判断制件合格,否则应判断制件不合格。
B2为了减少检验中发生争议,操作者在制造工件螺纹过程中,应使用新的或磨损较少的量规。检验部门或者用户代表在验收工件螺纹时,应使用磨损较多的量规。
B3当检验中发生争议时,若判断工件螺纹为合格的螺纹量规是符合本标准规定的量规,则该工件应
作合格处理。
---------更多量具量仪标准,尽在可立德学院
---------在线购买量具量仪: 可立德——全球量具量仪网购首选品牌。